Введите слово или словосочетание на любом языке 👆
Язык:
Перевод и анализ слов искусственным интеллектом ChatGPT
На этой странице Вы можете получить подробный анализ слова или словосочетания, произведенный с помощью лучшей на сегодняшний день технологии искусственного интеллекта:
- как употребляется слово
- частота употребления
- используется оно чаще в устной или письменной речи
- варианты перевода слова
- примеры употребления (несколько фраз с переводом)
- этимология
Что (кто) такое Литьё под давлением - определение
Найдено результатов: 221
Литьё под давлением
I
Литьё под давле́нием
металлов, способ получения отливок из сплавов цветных металлов и сталей некоторых марок в пресс-формах, которые сплав заполняет с большой скоростью под высоким давлением, приобретая очертания отливки. Этим способом получают детали сантехнического оборудования, карбюраторов двигателей, алюминиевые блоки двигателей и др. Литьё производят на литейных машинах с холодной и горячей камерами прессования (рис.). Литейные формы, называются обычно Пресс-формами, изготовляют из стали. Оформляющая полость формы соответствует наружной поверхности отливки с учётом факторов, влияющих на размерную точность. Кроме того, в пресс-форму входят подвижные металлические стержни, образующие внутренние полости отливок, и выталкиватели.
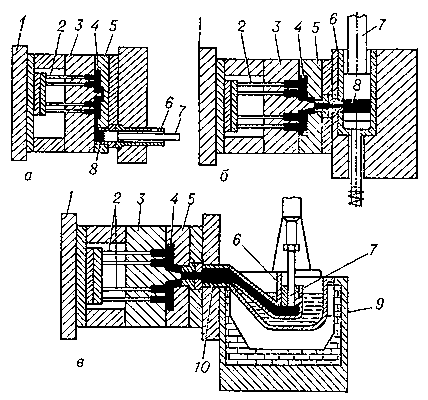
При получении отливок на литейных машинах с холодной камерой прессования (рис., а, б) необходимое количество сплава заливается в камеру прессования вручную или заливочным дозирующим устройством. Сплав из камеры прессования под давлением прессующего поршня через литниковые каналы поступает в оформляющую полость плотно закрытой формы, излишек сплава остаётся в камере прессования в виде пресс-остатка и удаляется. После затвердевания сплава форму открывают, снимают подвижные стержни и отливка выталкивателями удаляется из формы. При получении отливок на машинах с горячей камерой прессования (рис., в) сплав из тигля нагревательной печи самотёком поступает в камеру прессования. После заполнения камеры прессования срабатывает автоматическое устройство (реле времени, настроенное на определённый интервал), а поршень начинает давить на жидкий сплав, который через обогреваемый мундштук и литниковую втулку под давлением поступает по литниковым каналам в оформляющую полость формы и кристаллизуется. Через определённое время, необходимое для образования отливки, срабатывает автоматическое устройство на раскрытие формы, и отливка удаляется выталкивателями. У полученных отливок обрубают (обрезают) заливы (облой), элементы литниковых систем, затем их очищают вручную или на машинах; если необходимо, производят термообработку.
Для этого метода литья характерны высокая скорость прессования и большое удельное давление [30-150 Мн/м2 (300-1500 кгс/см2)] на жидкий сплав в форме. Качество отливок зависит от ряда технологических и конструктивных факторов, например выбора сплава, конструкции отливки, литниковой и вентиляционной систем, формы, стабильности температуры сплава и формы, вакуумирования формы для предупреждения образования пористости и т. д. Метод обеспечивает высокую производительность, точность размеров (3-7-й классы точности), чёткость рельефа и качество поверхности (для отливок массой до 45 кг из алюминиевых сплавов - 5-8-й классы чистоты). Производительность машин от 1 до 50 заливок в мин. Применяют многогнёздные формы, в которых за 1 заливку изготовляют более 20 деталей.
Лит.: Пляцкий В. М., Технология литья под давлением, 3 изд., М., 1957; Беккер М. Б., Литье под давлением,2 изд., М., 1973.
М. Б. Беккер.
Схемы литья под давлением на машинах с камерами прессования: а - холодной горизонтальной; б - холодной вертикальной; в - горячей; 1 - плита крепления подвижной части формы; 2 - выталкиватели; 3 - подвижная матрица формы; 4 - полость формы (отливка); 5 - неподвижная матрица формы; 6 - камера прессования; 7 - прессующий поршень; 8 - пресс-остаток; 9 - тигель нагревательной передачи; 10 - обогреваемый мундштук.
II
Литьё под давле́нием
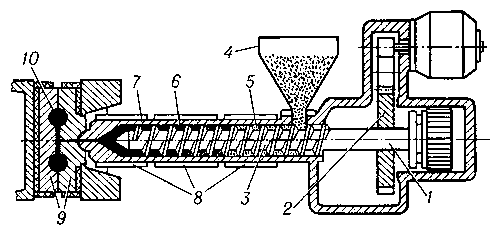
полимерных материалов, метод изготовления изделий различной формы из пластических масс (термопластов (См. Термопласты) и реактопластов (См. Реактопласты)) и резиновых смесей, при котором материал нагревается и размягчается (пластицируется) в обогреваемом цилиндре литьевой машины (рис.), откуда под давлением червяка или поршня нагнетается в литьевую форму. После остывания материала (для термопластов), отверждения (для реактопластов) или вулканизации (для резиновых смесей) он сохраняет конфигурацию и размеры изделия. Метод пригоден для переработки термопластов в изделия объёмом от 0,1 до 30 000 см3, а также специально разработанных реактопластов и резиновых смесей в изделия объёмом до 3000 см3. Преимущества метода по сравнению с другими методами формования изделий из полимерных материалов - высокие производительность и качество изготовляемых изделий.
Лит.: Завгородний В. К., Калинчев Э. Л., Махаринский Е. Г., Оборудование предприятий по переработке пластмасс, Л., 1972.
В. К. Завгородний.
Червячная литьевая машина для полимерных материалов: 1 и 2 - приводы поступательного и вращательного движений червяка; 3 - червяк (при пластикации материала совершает вращательное и медленное поступательное движение вправо; при нагнетании материала в форму - быстрое поступательное движение влево); 4 - бункер; 5 - нагреваемый материал; 6 - расплавленный (пластицированный) материал; 7 - обогреваемый цилиндр; 8 - обогреватели; 9 - литьевая форма; 10 - изделие.
Литьё под давлением
Литьё под давлением — технологический процесс переработки пластмасс, цветных металлов и других материалов путём впрыска их расплава под давлением в пресс-форму с последующим охлаждением.
Литьё пластмасс под давлением
ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС
Литье пластмасс; Литьё полимеров под давлением; Литье пластмасс под давлением
Литьё полимеров под давлением — технологический процесс переработки пластмасс путём впрыска расплава полимера под давлением в литьевую форму с последующим его охлаждением. Термин «литье под давлением» отражает особенность процесса формования, когда для компенсации объемной и линейной усадки используются значительные давления расплава при заполнении и охлаждении в оформляющей полости (литьевой форме).
Литьё металлов под давлением


Литьё металлов под давлением — способ изготовления отливок, при котором сплав приобретает форму отливки, быстро заполняя пресс-форму, сплав под высоким давлением от 7 до 700 МПа формируется в нужную форму. Этот способ применяется для сплавов цветных металлов (на основе цинка, алюминия, меди, магния, сплав олово-свинец) из-за их низкой температуры плавления, а также для некоторых сталей.
Сосуд под давлением

![PWR]] — сосуда с очень высокими параметрами среды](https://commons.wikimedia.org/wiki/Special:FilePath/Reactor Vessel head.jpg?width=200 "PWR]] — сосуда с очень высокими параметрами среды")
Сосуд под давлением (сосуды давления) — закрытая ёмкость (стационарно установленная или передвижная), предназначенная для ведения химических, тепловых и других технологических процессов, а также для хранения и транспортировки газообразных, жидких и других веществТР ТС 032/2013 «О безопасности оборудования, работающего под избыточным давлением» Раздел II. Основные понятия. Границей сосуда являются входные и выходные штуцеры.
Художественное литьё

![С. М. Прокудин-Горский]], 1910''](https://commons.wikimedia.org/wiki/Special:FilePath/Gorskii 04425u.jpg?width=200 "С. М. Прокудин-Горский]], 1910''")


Художественное литьё — это отливка художественных произведений из металлов, полимеров (вулканизируемых или отверждаемых химически). Из металлов чаще всего это золото, серебро, бронза, олово, медь, чугун, сплавы алюминия. Из полимеров используются резины, силиконы, пластизоль ПВХ, разные виды пластика.
Холодная штамповка




процесс обработки давлением листового или сортового металла, обычно осуществляемый без нагрева заготовки. При Х. ш. процесс изготовления деталей расчленяется на операции и переходы, выполняемые в специализированных штампах. Х. ш. сопровождается упрочнением, т. е. увеличением прочности металла и уменьшением его пластичности, затрудняющим деформирование в последующих операциях. Для устранения вредного влияния упрочнения применяют межоперационную термообработку (рекристаллизационный отжиг). Х. ш. позволяет получать детали высокой точности, с поверхностью хорошего качества, почти не требующие в процессе изготовления обработки резанием. Отсутствие нагрева при Х. ш. создаёт благоприятные предпосылки для механизации и автоматизации технологического процесса, что повышает производительность и улучшает условия труда.
При Х. ш. листового металла (см. также Листовая штамповка) в разделительных операциях разрушение происходит при меньшем внедрении режущих кромок инструмента в заготовку, чем при горячей штамповке листового металла, а сопротивление срезу составляет примерно 0,8 предела прочности. В формоизменяющих операциях Х. ш. листового металла на допустимую степень деформации существенное влияние оказывает упрочнение. Увеличение допустимой степени деформации в операциях Х. ш. достигается созданием оптимальных условий деформирования (схема силового воздействия, конструкция штампа, рациональная конфигурация рабочего инструмента, скорость деформирования, смазка и т.п.). При листовой Х. ш. заготовка получает разные деформации в различных участках и соответственно различное упрочнение. Сочетание рационального распределения деформаций, зависящего от размеров и формы заготовки, а также типа применяемых операций и условий их осуществления, с термическими операциями (как для всей заготовки, так и для отдельных её частей) позволяет получать наилучшие эксплуатационные свойства деталей (жёсткость, прочность, износостойкость и т.п.) при наименьшей массе деталей (облегчённые конструкции).
Х. ш. сортового металла (см. также Объёмная штамповка) разделяется на штамповку в открытых штампах, холодное выдавливание, холодную высадку (См. Холодная высадка). Объёмная Х. ш. осуществляется в штампах, аналогичных штампам объёмной горячей штамповки, обеспечивающих последовательное приближение формы заготовки к форме детали. Вследствие упрочнения процесс Х. ш. обычно расчленяется на большее число операций и переходов, чем при горячей штамповке, а для увеличения пластичности и уменьшения сопротивления деформированию используют межоперационные отжиги. При холодной объёмной штамповке в открытых штампах применяют промежуточную обрезку заусенца, что позволяет уменьшить усилие деформирования и повысить точность размеров штампуемых изделий. Удельные усилия деформирования при холодной объёмной штамповке достигают 3000 Мн/м2, что вынуждает использовать этот процесс только для изготовления деталей небольших размеров. Для уменьшения удельных усилий штамповки применяют смазку, противостоящую выдавливанию с контактных поверхностей при высоких удельных усилиях (например, минеральные масла с наполнителями в виде графита, талька, дисульфида молибдена и т.п.). Холодное выдавливание осуществляется по схемам деформирования, сходным с прессованием металлов (См. Прессование металлов). Используют прямое, обратное, боковое и комбинированное выдавливания, различающиеся направлением течения металла по сравнению с направлением смещения пуансона относительно матрицы. При комбинированном выдавливании в рабочем инструменте имеется несколько каналов, по которым металл вытекает из полости матрицы, причём могут одновременно иметь место элементы прямого, обратного или бокового выдавливания. Холодным выдавливанием получают сплошные и полые детали довольно сложной конфигурации. Схема всестороннего сжатия, при которой происходит холодное выдавливание, обеспечивает увеличение пластичности металла и позволяет получать без разрушения большое формоизменение заготовки. Упрочнение металла, возникающее при холодном выдавливании, ограничивает допустимое формоизменение и вынуждает в ряде случаев использовать межоперационные отжиги; кроме того, из-за больших удельных усилий деформирования допустимое формоизменение обычно ограничивается и прочностью инструмента. Для уменьшения удельных усилий деформирования подбирают рациональные форму и размеры инструмента, применяют различные смазки. Повышенная прочность инструмента достигается использованием высокопрочных инструментальных сталей, рациональной термообработкой пуансонов и матриц, бандажированием матриц и т.п. Из пластичных металлов и сплавов Х. ш. можно получать полые детали с толщиной стенки в десятые и даже сотые доли мм.
Наряду с традиционными методами Х. ш. всё более широкое применение получают беспрессовые виды штамповки (взрывная, электрогидравлическая, электромагнитная и т.д.).
Лит.: Романовский В. П., Справочник по холодной штамповке, 5 изд., Л., 1971.
Е. А. Попов.
Литьё художественное
наиболее распространённый способ перевода в металл произведений скульптуры, а также изготовления металлических сосудов, настольных приборов, светильников и пр.; художественные произведения, выполненные этим способом.
Л. х. зародилось в эпоху освоения человеком способов добычи и обработки металла (см. Бронзовый век). С развитием литейного производства (См. Литейное производство) Л. х. постепенно выделилось в отдельную отрасль, где художественными задачами диктуются специфические приёмы формовки модели и методы литья (нередко в расчёте на получение одной отливки), выбор металла или сплава для определённого вида изделия. Этим же задачам служит доработка (часто авторская) поверхности отливок (чеканка, гравировка, патинирование, золочение и т. п.), благодаря которой даже тиражируемые изделия приобретают свойства уникального произведения.
Основная технология Л. х. вырабатывалась при использовании в качестве исходного материала бронзы (см. Бронза в искусстве), которая с древности и до наших дней - самый употребляемый сплав для художественных изделий. С 4 в. для литья небольших вещей начали обращаться к олову (амулеты из коптских гробниц 4-7 вв.), из которого в 16-18 вв. отливали плакетки, медали и главным образом сосуды (чаши, кубки и т. п.), имитировавшие более дорогое серебро. Благодаря мягкости металла эти изделия имеют скруглённые края, текучий рельеф в изображениях, выполнявшихся преимущественно гравировкой. В 17-18 вв. отливалась парковая скульптура из свинца (Версаль, Петродворец), текучесть которого использовалась для создания эффекта как бы растворённых в воздушной среде контуров фигур и складок одеяний. С 15 в. в Германии, а затем и в др. странах Европы (в России - с конца 17 в.; см. также Каслинское литьё) развилось Л. х. из чугуна (парковая скульптура, надгробия, решётки, ограды, садовая мебель и пр.). Более массивное, чем бронзовое, но более дешёвое чугунное литьё со свойственной ему выразительностью весомого материала и глухого тона (от светло-серого до густо-чёрного) применяется ныне почти так же широко, как и бронзовое.
Лит.: Зотов Б. Н., Формовка художественного литья, М., 1947.
И. М. Глозман.
ОБРАБОТКА МЕТАЛЛОВ ДАВЛЕНИЕМ
совокупность технологических процессов, в которых под действием внешних сил осуществляется пластическое формоизменение металлических заготовок без нарушения их сплошности. Основные виды: прокатка, прессование, волочение, ковка, штамповка.
Обработка металлов давлением
группа технологических процессов, в результате которых изменяется форма металлической заготовки без нарушения её сплошности за счёт относительного смещения отдельных её частей, т. е. путём пластической деформации (См. Деформация). Основные виды О. м. д.: прокатка (см. Прокатное производство), прессование, Волочение, Ковка и Штамповка (см. Кузнечно-штамповочное производство). О. м. д. также применяется для улучшения качества поверхности.
Внедрение технологических процессов, основанных на О. м. д., по сравнению с др. видами металлообработки (литьё, обработка резанием) неуклонно расширяется, что объясняется уменьшением потерь металла, возможностью обеспечения высокого уровня механизации и автоматизации технологических процессов.
О. м. д. могут быть получены изделия с постоянным или периодически изменяющимся поперечным сечением (прокатка, волочение, прессование) и штучные изделия разнообразных форм (ковка, штамповка), соответствующие по форме и размерам готовым деталям или незначительно отличающиеся от них. Штучные изделия обычно подвергаются обработке резанием. Объём удаляемого при этом металла зависит от степени приближения формы и размеров поковки или штамповки к форме и размерам готовой детали. В ряде случаев О. м. д. получают изделия, не требующие обработки резанием (болты, винты, большинство изделий листовой штамповки).
О. м. д. может применяться не только для получения заготовок и деталей, но и как отделочная операция после обработки детали резанием (дорнование, обкатка роликами и шариками и т.п.) с целью уменьшения шероховатости поверхности, упрочнения поверхностных слоев детали и создания желательного распределения остаточных напряжений, при котором служебные свойства детали (например, сопротивление усталостному разрушению) улучшаются.
О. м. д. осуществляется воздействием на заготовку внешних сил. Источником деформирующей силы может быть мускульная энергия человека (при ручной ковке, выколотке) или энергия, создаваемая в специальных машинах - прокатных и волочильных станах, Прессах, Молотах и т.п. Деформирующие силы могут создаваться также действием ударной волны на заготовку, например при взрывной штамповке, или мощными магнитными полями. например при электромагнитной штамповке. Деформирующие силы передаются на заготовку инструментом, который обычно является твёрдым, испытывающим малые упругие деформации при пластической деформации заготовки; в некоторых случаях используются эластичные среды (например, при штамповке - резина, полиуретан) или жидкости (например, при гидростатическом прессовании).
Различают горячую и холодную О. м. д. Горячая О. м. д. характеризуется явлениями Возврата и рекристаллизации (См. Рекристаллизация), отсутствием упрочнения (Наклёпа); механического и физико-химического свойства металла изменяются сравнительно мало. Пластическая деформация не создаёт полосчатости (неравномерности) микроструктуры, но приводит к образованию полосчатости макроструктуры у литых заготовок (слитков) или к изменению направления волокон макроструктуры (прядей неметаллических включений) при О. м. д. заготовок, полученных прокаткой, прессованием и волочением. Полосчатость макроструктуры создаёт анизотропию (См. Анизотропия) механических свойств, при которой свойства материала вдоль волокон обычно лучше его свойств в поперечном направлении. При холодной О. м. д. процесс пластической деформации сопровождается упрочнением, которое изменяет механические и физико-химические характеристики металла, создаёт полосчатость микроструктуры и также изменяет направление волокон макроструктуры. При холодной О. м. д. возникает Текстура, создающая анизотропию не только механических, но и физико-химических свойств металла. Используя влияние О. м. д. на свойства металла, можно изготавливать детали с наилучшими свойствами при минимальной массе.
При О. м. д. изменение схемы напряжённого состояния в деформируемой заготовке позволяет влиять на изменение её формы. В условиях неравномерного всестороннего сжатия пластичность металла увеличивается тем больше, чем больше сжимающие напряжения. Рациональный выбор операций О. м. д. и условий деформирования (гидростатическое прессование, выдавливание с противодавлением, прокатка на планетарных станах и т.п.) не только позволяет увеличить допустимое изменение формы, но и применять О. м. д. для изготовления деталей из высокопрочных, труднодеформируемых сплавов.
Научной основой проектирования и управления технологическими процессами О. м. д. является теория О. м. д. - научная дисциплина, синтезирующая отдельные разделы физики металлов, и Пластичности теория. Основные задачи теории О. м. д.: разработка методов определения усилий и работы, затрачиваемой на деформацию, расчёт размеров и формы заготовки, характера изменения её формы, методов определения допустимого (без разрушения или появления др. дефектов) изменения формы заготовки, оценки изменения механических и физико-химических свойств металла в процессе его деформации и отыскание оптимальных условий деформации.
Лит.: Целиков А. И., Смирнов В. В., Прокатные станы, М., 1958; Охрименко Я. М., Технология кузнечно-штамповочного производства, М., 1966; Малов А. Н., Технология холодной штамповки, 4 изд., М., 1969; Сторожев М. В., Попов Е. А., Теория обработки металлов давлением, 3 изд., М., 1971.
Е. А. Попов.
Википедия
Литьё под давлением
Литьё под давлением — технологический процесс переработки пластмасс, цветных металлов и других материалов путём впрыска их расплава под давлением в пресс-форму с последующим охлаждением.
